Project Detail
Press Test Fixture
Three generations of a press test fixture for a critical electromechanical assembly: bench concept to validate measurement architecture and datums, pneumatic pilot for repeatability and yield correlation, then production optimization with poka-yoke keying and fewer degrees of freedom. Constraint-driven design evolution supporting scale to higher weekly output while holding first-pass yield.
At a glance
Skills & tools
Outcome
3× throughput vs. early concept tooling. 0 operator-induced alignment errors. 95% first-pass yield through production ramp.
Working concept: bench
Final production setup
Step 1 bench concept (left) vs. the final production fixture (right). Same assembly task, three generations apart.
Key outcomes
3×
Throughput vs. early concept tooling
0
Operator-induced alignment errors (final architecture)
95%
First-pass yield through production ramp
500 → 1.5k
Weekly output supported on the line
Skills applied
Disclosure: Specific production metrics and throughput figures are approximate. Images shown are fixture and CAD only. No product assembly or proprietary process content is visible. Product identifiers have been withheld. All outcomes stated are directionally accurate.
Step 1
Working concept
Establish measurement architecture and validate mechanical assembly feasibility prior to formal CAD development.
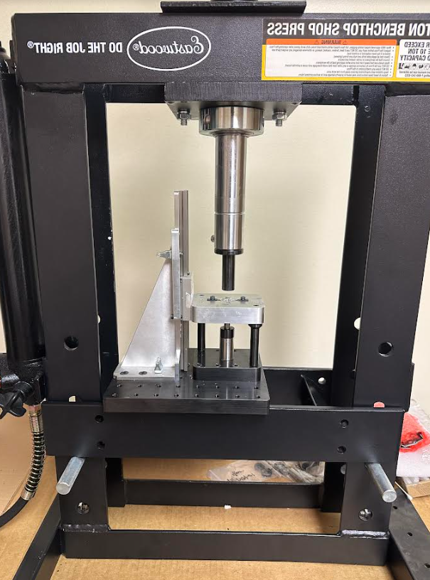
CAD vs. real
CAD
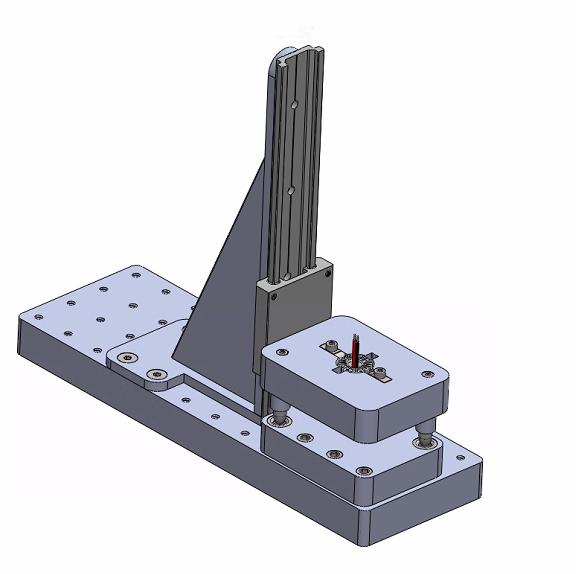
Real (bench)
Same generation: model in SolidWorks vs. hardware on the Eastwood bench press.
Approach
- Bench-level hydraulic press configuration
- Rapid, makeshift alignment tooling
- Manual datum referencing to identify critical geometric constraints
- Early-stage alignment repeatability assessment
Engineering focus
- Defined primary alignment datums
- Identified critical tolerance drivers
- De-risked assembly strategy before production tooling investment
Design decision
Measurement architecture and datum strategy were formalized prior to CAD development to prevent tolerance cascade in later iterations.
Step 2
First design: pneumatic control
Transition to controlled small-batch production while validating repeatability, alignment stability, and yield performance.
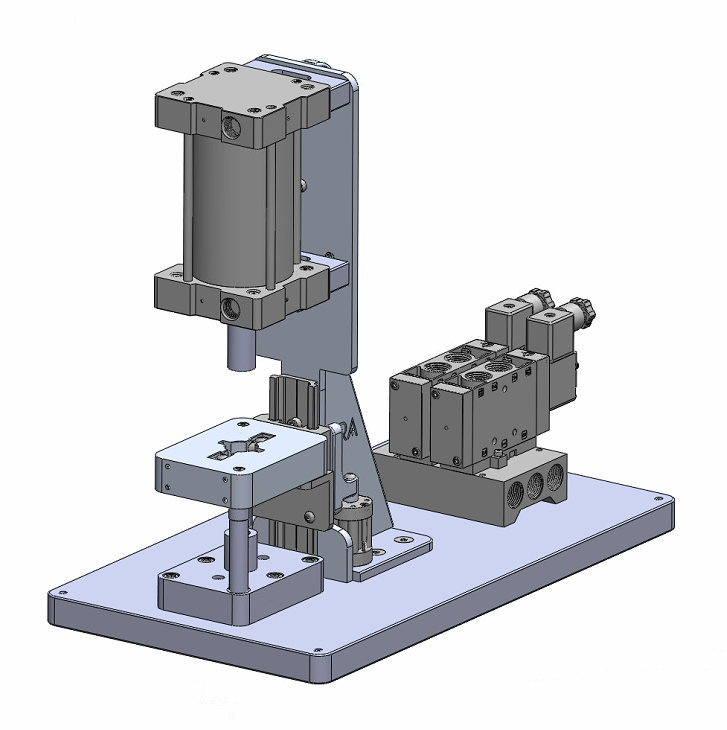
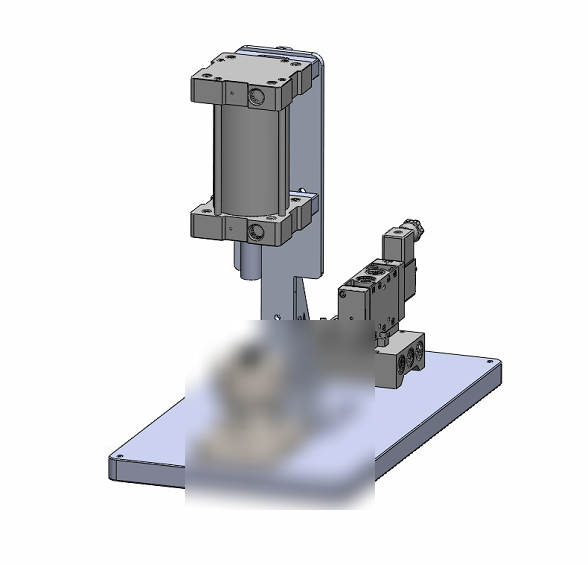
CAD of the pneumatic pilot assembly. No bench photo for this generation; validation was tracked through repeatability and yield data.
Approach
- Parametric SolidWorks assembly with defined GD&T structure
- Integrated optical alignment verification
- Stack-up analysis on critical axes
- Structured repeatability validation testing
Engineering focus
- Alignment stability under repeated press cycles
- Operator repeatability
- Yield correlation with mechanical constraint strategy
Design decision
Architecture was refined to minimize alignment sensitivity and isolate high-variance contributors prior to scaling.
Step 3
Optimized for production
Redesign fixture architecture for throughput, error-proofing, fewer moving parts, and operator robustness following pilot validation.
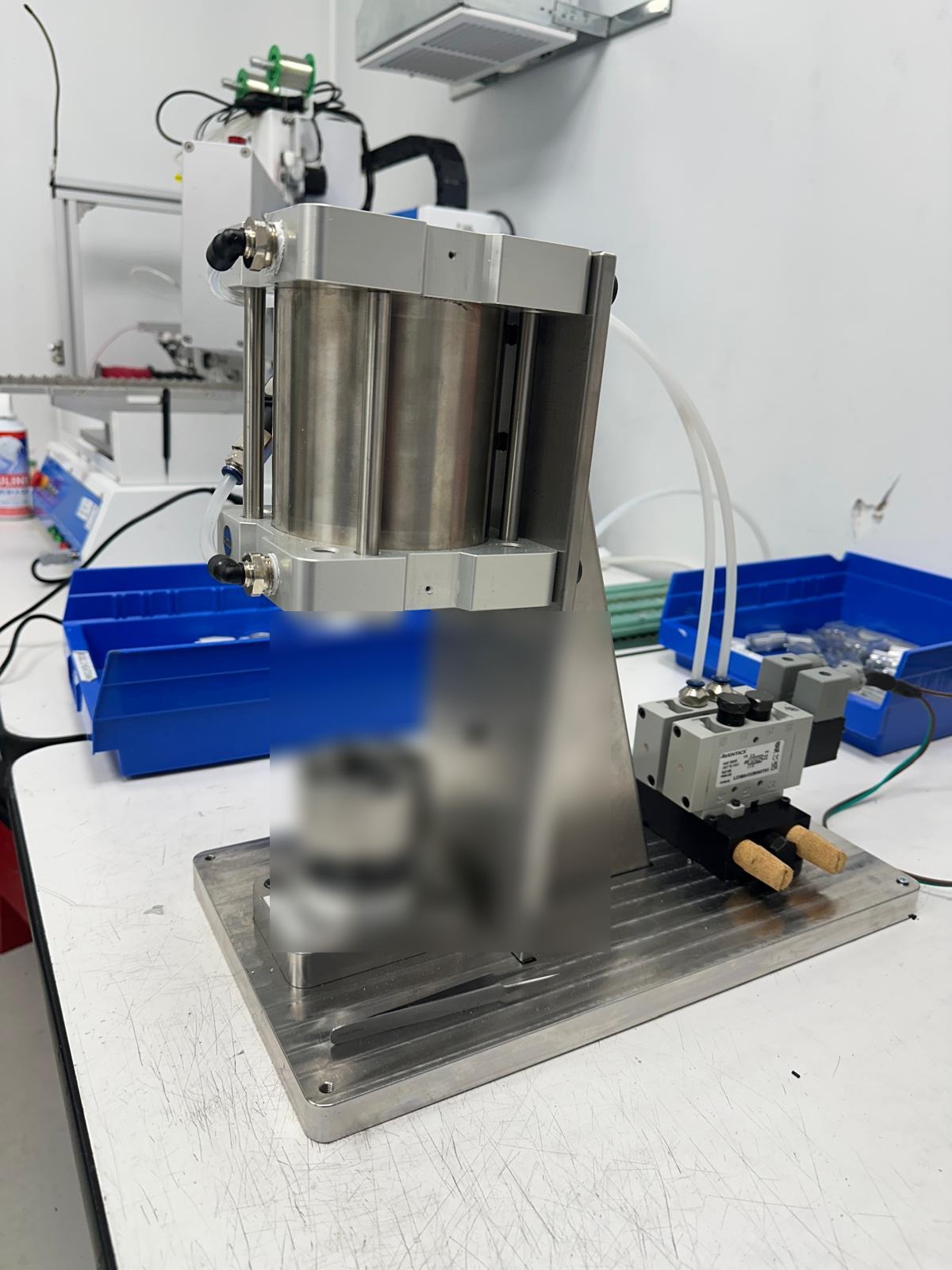
CAD vs. production
CAD
Production (floor)
Final generation: released CAD vs. line-ready hardware on the floor.
Approach
- Dedicated datum constraint architecture
- Fool-proof mechanical keying to eliminate operator-induced misalignment
- Ergonomic redesign for repeat cycle efficiency
- Reduced adjustment degrees of freedom and moving parts
Engineering impact
- 3× throughput increase
- 0 operator-induced alignment errors
- Yield stability at scale
- Reduced training dependency
Design decision
Final architecture prioritized constraint-driven design and poka-yoke principles over adjustability to ensure scalable, repeatable performance.