Project Detail
LIV Optical Test Rig
Built in-house laser engine screening from a wooden-block LIV proof of concept through two modular production fixtures: one for batch LIV (magnetic swap between packaged engines and Headers) and one for optical beam-size checks on the same two form factors. Authored the LIV test system specification for the software team.
At a glance
Skills & tools
Outcome
Two modular production fixtures (LIV + optical). Stronger batch throughput vs. legacy manual flow. Beam-size screening alongside power. Technician-facing LIV test spec delivered to software.
Key outcomes
~3×
Batch LIV throughput vs. legacy manual workflow
2
Modular production fixtures: LIV + optical beam sizing
Wood → prod
Bench POC first, then released tooling built on measured learning
Skills applied
Disclosure: Optical performance data, laser specifications, and device identifiers are withheld where required. Bench photo uses localized softening on the finned heatsink and the drive PCB only (same regions as the portfolio reference crop). Outcomes are directionally accurate.
The problem
No fast, trustworthy batch screen before committing engines to the line
The laser engine needed repeatable LIV screening at volume, without measurement noise that looked like bad parts. We also needed a practical way to check beam shape and size, not only total power, before release.
The legacy flow was manual and operator-sensitive. The goal was AQL-friendly stations: quick load/unload, stable coupling, and clear handoff to software for technician-ready runs.
Where it started
Wooden block and screw terminals
I started with a wooden base, COTS detector path, screw-terminal wiring, and a small drive board, not to ship a product, but to prove the LIV approach, find noise sources, and learn what the production tooling had to control before cutting hard fixtures.
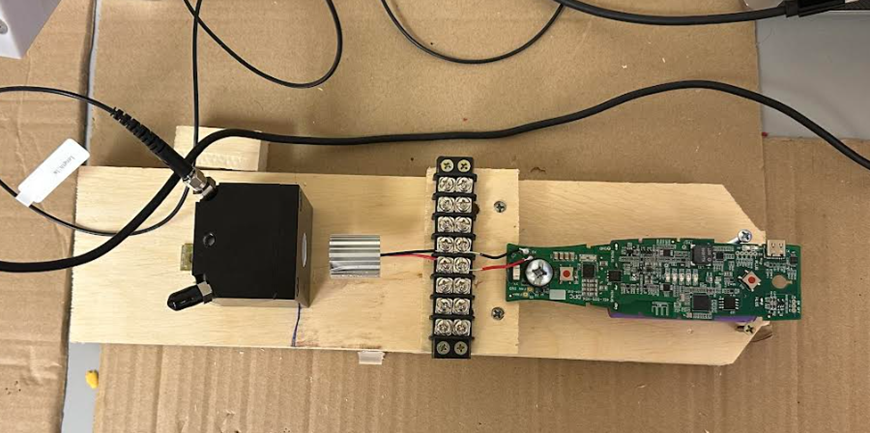
Bench POC: wooden base and screw terminals. Blur softens the finned heatsink and the green drive PCB only; the rest of the photo is unchanged.
Why this mattered
Cheap iteration on wood first meant the released fixtures were anchored in real sweeps, not guesses.
Fixture 1
Modular LIV (packaged engine · Headers)
One station, two magnetic load paths
Instead of splitting bare-can and packaged work across separate tools, I converged on a single LIV fixture built around modular inserts: quick magnetic swap between packaged engine characterization and Headers (header-level) testing. Same measurement discipline, less duplicate alignment architecture, faster changeover for the clean room.
Released for production batch LIV screening with controlled coupling and technician-friendly load/unload.
Fixture 1, LIV (production)

Design focus
- Magnetic modular inserts: packaged engine vs. Headers, repeatable seating
- Coupling path and datums tuned so variation reads as device, not fixture
- Batch-oriented ergonomics and poka-yoke where it mattered most
Outcome
One LIV line replaced the older fragmented flow for these form factors and supported much higher batch throughput with clearer gating ahead of floor release.
Fixture 2
Modular optical beam sizing
Beam size for packaged engines and Headers
The second fixture is the optical measurement station: modular tooling to capture beam size on the same two configurations, packaged engine and Headers, so spatial performance is checked alongside the LIV story, without running two unrelated alignment stacks.
Released for production optical screening with shared reference strategy to the LIV path where practical.
Fixture 2, optical (production)

Engineering intent
Fewer adjustable degrees of freedom, shared metrology mindset with the LIV station, and documentation suitable for manufacturing and quality handoff under ISO 13485 discipline.
Beyond hardware
LIV test system specification
I wrote the LIV test system specification for software: sweep logic, pass/fail, technician UI expectations, logging, and error handling, so the build matched how production actually runs the stations.
Test sequence
Sweep logic, stimulus, and timing locked down for repeatable runs
Technician UI
Screens and flows aligned to floor workflow, not ad hoc demos
Records
Pass/fail criteria and data outputs suitable for regulated records